全國服務(wù)熱線:
全國服務(wù)熱線:

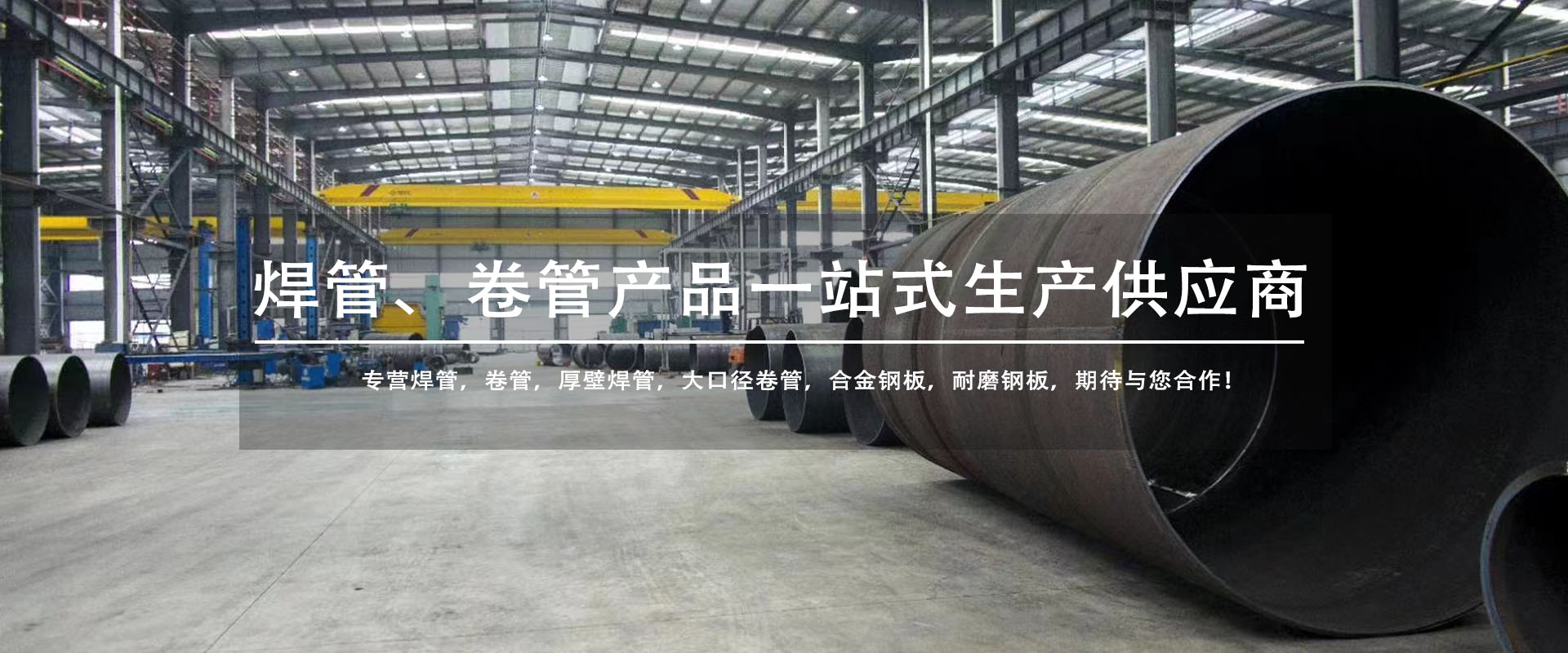
卷管原資料即帶鋼卷,焊絲,焊劑。在參與前都要經(jīng)過嚴(yán)峻的理化檢查。卷管帶鋼頭尾對(duì)接,選擇單絲或雙絲埋弧焊接,在卷成鋼管后采用主動(dòng)埋弧焊補(bǔ)焊。
卷管成型前,帶鋼經(jīng)過矯平、剪邊、刨邊,概略收拾輸送和予彎邊羈絆。卷管采用電接點(diǎn)壓力表控制輸送機(jī)兩邊壓下油缸的壓力,保證了帶鋼的靜止輸送。
卷管采用外控或內(nèi)控輥式成型。卷管采用焊縫距離控制配備來確保焊縫間隙滿足焊接央求,管徑,錯(cuò)邊量和焊縫間隙都取得嚴(yán)厲的控制。卷管內(nèi)焊和外焊均采用美國林肯電焊機(jī)實(shí)施單絲或雙絲埋弧焊接,從而得回穩(wěn)定的捍郵翩范。卷管焊完的焊縫均經(jīng)過在線連結(jié)超聲波自動(dòng)傷儀反省,保證了100%的螺旋焊縫的無損檢測遮蓋率。若有缺點(diǎn),自動(dòng)報(bào)警并噴涂標(biāo)志,分娩人員依此隨時(shí)療養(yǎng)工藝參數(shù),及時(shí)吊銷缺陷。
卷管采用氣氛等離子切割機(jī)將鋼管切成單根。卷管切成單根鋼管后,每批鋼管頭三根要停止嚴(yán)厲的首檢制度,檢查焊縫的力學(xué)本能,化學(xué)成份,調(diào)解情形,鋼管外表質(zhì)地以及經(jīng)過無損探傷檢驗(yàn),確保制監(jiān)工藝合格后,本領(lǐng)正式投入消費(fèi)。卷管焊縫上有連續(xù)聲波探傷標(biāo)志的部位,經(jīng)過手動(dòng)超聲波和X射線復(fù)查,如確有缺陷,經(jīng)過修理后,再次經(jīng)過無損檢驗(yàn),直到確認(rèn)缺陷仍舊消弭。
卷管帶鋼對(duì)焊焊縫及與螺旋焊縫相交的丁型商酌的地址管,具備經(jīng)過X射線電視或拍片檢查。卷管每根鋼管經(jīng)過靜水壓考試,壓力采用徑向密封。實(shí)驗(yàn)壓力和時(shí)期都由鋼管水壓微機(jī)檢測安裝嚴(yán)厲控制。

掃一掃,關(guān)注我們
聯(lián)系人:李經(jīng)理
手機(jī):13406358016
電話:0635-8878466 8878468
傳真:0635-8878468
郵箱:459902919@qq.com
廠址:聊城市開發(fā)區(qū)北城工業(yè)園
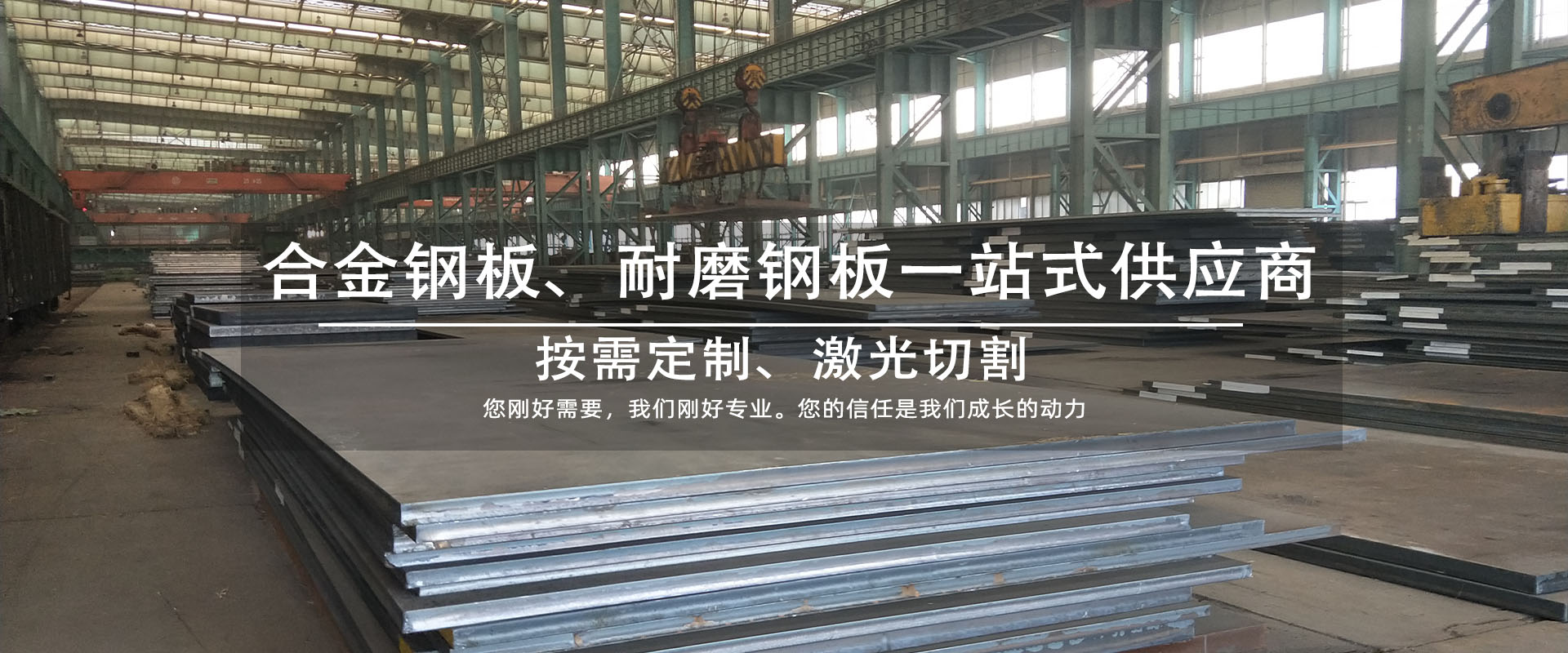
山東景億金屬制品有限公司是 卷管 厚壁卷管 板卷鋼管 鋼板卷管 大口徑卷管 合金鋼板 耐磨鋼板 等產(chǎn)品專業(yè)加工的公司,擁有完整、科學(xué)的質(zhì)量管理體系
服務(wù)熱線